
全國咨詢熱線
全國咨詢熱線

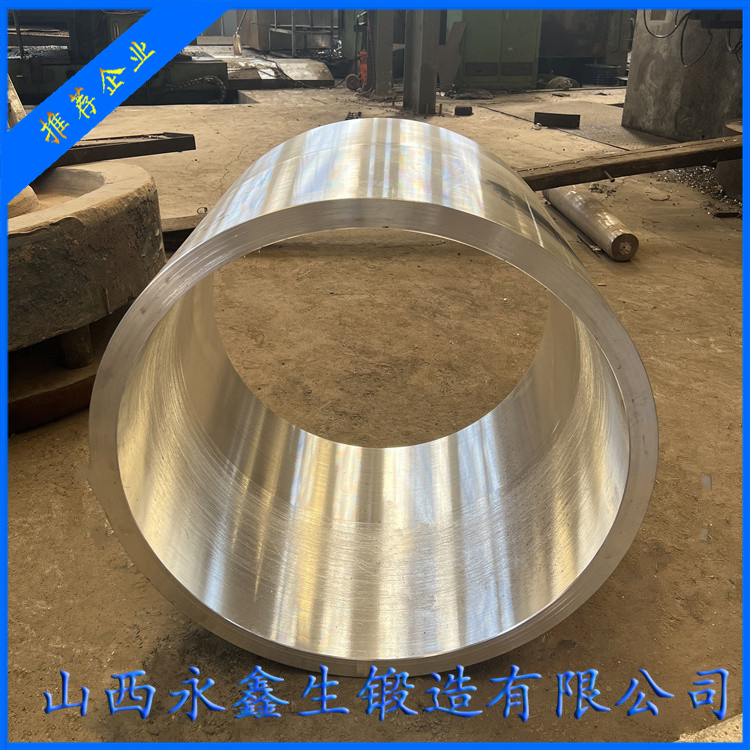
筒體鍛件的加工精度直接影響設(shè)備的密封性、承壓能力和使用壽命,其控制需貫穿整個生產(chǎn)流程。以下是關(guān)鍵環(huán)節(jié)的精度控制要點及方法:
1. 尺寸精度控制
1.1 直徑與圓度
控制標準:
直徑公差:通常為±0.1% D(D為公稱直徑),核電級要求±0.05% D。
圓度誤差:≤0.5mm(常規(guī)容器)或≤0.2mm(高壓/核電)。
控制措施:
鍛造階段:采用數(shù)控輾環(huán)機(徑軸向軋制),實時激光測徑反饋調(diào)整。
機加工階段:使用重型臥式車床(如SKODA W250),配備在線測量系統(tǒng)。
1.2 壁厚均勻性
控制標準:
壁厚公差:±1.5mm(常規(guī))或±0.5mm(高精度需求)。
控制措施:
超聲波測厚儀(如Olympus 38DL)全圓周掃描,每30°取一個測量點。
偏心車削工藝:對鍛造偏心的筒體,先找正最小壁厚處作為基準。
2. 形位公差控制
2.1 直線度
要求:≤1mm/m(總長≤5mm)。
檢測方法:
光學準直儀或鋼絲拉線法(配合百分表)。
大型筒體可采用激光跟蹤儀(如Leica AT960)。
2.2 端面垂直度
要求:≤0.05mm/100mm(法蘭密封面要求更高)。
加工工藝:
立式車床(如TOS VTL1600)一次裝夾完成端面與內(nèi)孔加工。
使用直角尺配合塞規(guī)檢測。
3. 表面質(zhì)量控制
3.1 粗糙度
要求:
常規(guī)表面:Ra≤6.3μm。
密封面:Ra≤1.6μm(需鏡面車削或研磨)。
控制方法:
精車時采用CBN刀具,切削參數(shù):
轉(zhuǎn)速:80-120r/min(大型筒體)
進給量:0.1-0.2mm/r
切削深度:0.2-0.5mm(精加工)
3.2 表面缺陷
控制標準:
不允許存在深度>0.5mm的劃痕或凹坑。
防護措施:
吊裝使用尼龍帶保護。
加工后涂防銹油+貼保護膜。
4. 關(guān)鍵配合部位精度
4.1 坡口加工
參數(shù)控制:
角度公差:±1°(如30°坡口需在29°-31°之間)。
鈍邊高度:1.5±0.2mm(自動化坡口機加工)。
4.2 法蘭止口
精度要求:
止口直徑公差:H7/h6配合。
螺栓孔位置度:≤Φ0.1mm(采用數(shù)控鉆模加工)。
5. 檢測技術(shù)應(yīng)用
5.1 在線檢測
機床集成測量:
Renishaw測頭系統(tǒng),實時補償?shù)毒吣p誤差。
紅外熱像儀監(jiān)控切削溫度(避免熱變形)。
5.2 離線檢測
三維掃描:
手持式激光掃描儀(如GOM ATOS)生成三維偏差色譜圖。
圓度儀檢測:
Taylor Hobson Talyrond 385,評估諧波成分。
6. 典型精度問題與對策
問題現(xiàn)象原因分析解決方案
橢圓度超差 鍛造殘余應(yīng)力釋放不均 增加去應(yīng)力退火+半精車后自然時效
軸向錐度 車床導(dǎo)軌與主軸不平行 使用尾座頂針+反向進刀補償
螺紋配合松動 刀具磨損導(dǎo)致螺距誤差 采用螺紋磨削替代車削
7. 特殊材料精度控制要點
不銹鋼筒體鍛件:
切削液選用高潤滑性配方(避免刀瘤)。
加工后需酸洗鈍化(消除應(yīng)力集中點)。
鈦合金筒體:
強制風冷防止過熱變形。
進給量降低30%(相比碳鋼)。
8. 數(shù)字化控制趨勢
自適應(yīng)加工系統(tǒng):
基于力反饋的智能切削(如西門子840D sl CNC系統(tǒng))。
數(shù)字孿生驗證:
通過ANSYS模擬加工變形,預(yù)補償工藝參數(shù)。

通過上述控制措施,可確保筒體鍛件達到以下典型精度水平:
核電筒體:圓度≤0.3mm,直線度≤2mm/10m
加氫反應(yīng)器筒體:內(nèi)徑公差±0.8mm,法蘭平面度≤0.05mm
實際生產(chǎn)中需根據(jù)材料特性、設(shè)備能力及工況要求動態(tài)調(diào)整精度控制策略。
楊先生

微信二維碼
微信號:13283506666
