
全國咨詢熱線
全國咨詢熱線

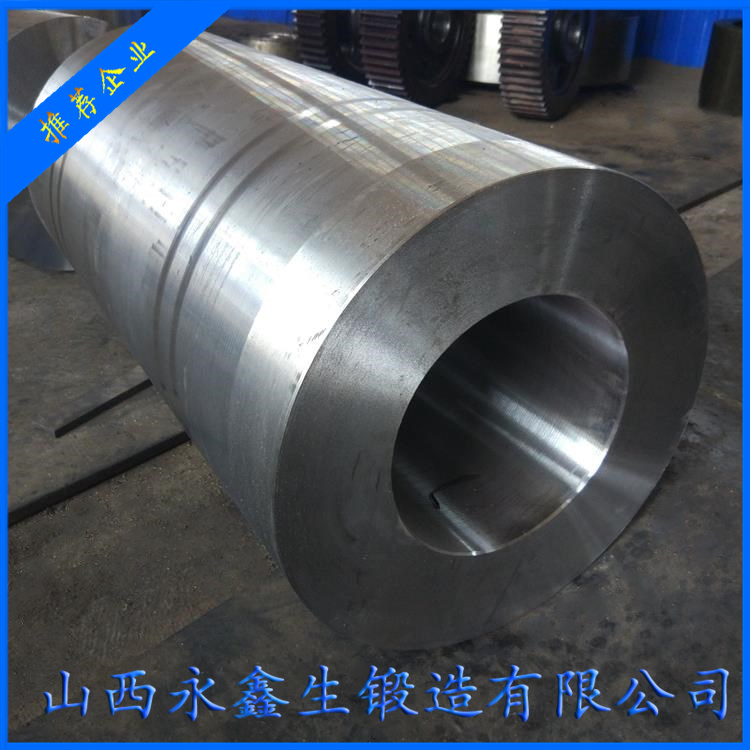
大型不銹鋼鍛件的質量過程檢測貫穿于原材料準備、鍛造、熱處理及成品加工的全流程,旨在確保其力學
性能、微觀組織、尺寸精度和耐腐蝕性符合標準要求。以下是關鍵檢測環節及技術要點:
1. 原材料檢測
成分分析
光譜檢測(OES/ICP):精確測定C、Cr、Ni、Mo等元素含量(如316L要求C≤0.03%)。
氣體分析:通過惰性氣體熔融法檢測O、N、H含量(H≤2ppm以防氫脆)。
純凈度評估
非金屬夾雜物評級(ASTM E45):金相顯微鏡觀察硫化物、氧化物等級(通常要求≤B1.5級)。
超聲波探傷(UT):檢測鑄錠內部縮孔、疏松(靈敏度Φ2mm平底孔)。
2. 鍛造過程檢測
加熱階段
紅外測溫儀:實時監控爐溫均勻性(±10°C以內),避免過熱或欠熱。
氧化層檢查:目視或渦流檢測表面氧化程度(氧化皮厚度≤100μm)。
鍛造變形控制
應變測量系統:激光測距儀或應變片記錄變形量(確保≥50%以細化晶粒)。
終鍛溫度監測:熱電偶接觸式測量(奧氏體鋼≥850°C)。
微觀組織檢查
在線金相:快速取樣觀察動態再結晶情況(避免混晶或未再結晶組織)。
3. 熱處理后檢測
硬度測試
布氏/洛氏硬度(ASTM E10/E18):奧氏體鋼固溶處理后HB通常為150-200。
便攜式硬度計:用于大鍛件多點檢測(避免局部軟點)。
晶間腐蝕試驗
ASTM A262 Practice E(硫酸-硫酸銅法):檢測奧氏體鋼敏化傾向(彎曲后無裂紋為合格)。
雙相鋼點蝕測試(ASTM G48):在6% FeCl?溶液中驗證耐點蝕性。
殘余應力分析
X射線衍射法(XRD):量化表面應力(通常要求≤30%屈服強度)。
盲孔法:適用于局部應力檢測。
4. 機械加工后檢測
尺寸與形位公差
三坐標測量機(CMM):關鍵尺寸(如法蘭平面度≤0.1mm/m)。
激光掃描:復雜曲面輪廓比對3D模型(偏差±0.5mm內)。
表面質量
粗糙度儀:Ra≤1.6μm(如核電密封面要求Ra≤0.8μm)。
滲透檢測(PT)(ASTM E165):檢測表面微裂紋(靈敏度0.1mm)。
5. 無損檢測(NDT)綜合應用
檢測方法 適用缺陷類型 標準示例 技術要點
超聲波(UT) 內部氣孔、夾雜、裂紋 ASTM A388 縱波/橫波檢測,聚焦探頭提高小缺陷
分辨率(≥Φ1mm)。射線(RT) 內部體積型缺陷 ASME BPVC Section V 高能X射線(2-15MeV)穿透厚截面
磁粉(MT) 表面/近表面裂紋 ASTM E709 僅適用于馬氏體/鐵素體不銹鋼(奧氏體鋼無磁
性)。
渦流(ET) 表面裂紋、導電率變化 ASTM E426 用于薄壁區域(如管件)的快速掃查。
6. 破壞性試驗(抽樣)
力學性能測試
拉伸試驗(ASTM E8):檢測屈服強度(如316L要求≥170MPa)、延伸率(≥40%)。
沖擊試驗(ASTM E23):-196°C低溫沖擊(核電用鍛件需≥41J)。
金相分析
晶粒度評級(ASTM E112):奧氏體鋼目標5-8級。
相比例檢測(雙相鋼):鐵素體/奧氏體比例(40-60%),通過電解腐蝕+圖像分析。
7. 特殊應用附加檢測
高溫性能測試(如電站鍛件):持久強度試驗(ASTM E139)、蠕變試驗(1000小時以上)。
清潔度檢測(醫藥/食品級):表面殘留物化學分析(Cl?≤1mg/m2)。
8. 數字化與智能化檢測趨勢
AI缺陷識別:基于深度學習的UT/RT圖像自動判傷(如西門子Sensoria?系統)。
數字孿生:實時對比鍛造過程數據與模擬結果,動態調整工藝參數。
區塊鏈追溯:全程檢測數據上鏈,確保質量記錄不可篡改(如航空鍛件AS9100D要求)。
關鍵控制點總結
材料純凈度(夾雜物、氣體含量)→ 影響疲勞壽命。
鍛造工藝窗口(溫度、變形量)→ 決定晶粒均勻性。
耐蝕性驗證(晶間腐蝕、點蝕)→ 確保服役安全性。
無損檢測覆蓋率(UT+RT+PT組合)→ 避免漏檢。

通過上述多維度檢測手段,可全面管控不銹鋼鍛件質量,滿足核電、化工、航空航天等領域的嚴苛標準
(如RCC-M、API 6A等)。
楊先生

微信二維碼
微信號:13283506666
